Vaihtelu, ylikuormitus ja hukka
Kirjoittaja ja kuvat: yliopettaja, TkT, Tauno Jokinen, Oulun ammattikorkeakoulu
Artikkeli julkaistu aikaisemmin vuonna 2020, julkaisussa Oamk_kone with passion, vuodesta 1894 – Lean erikoisnumero. Vaihtelu, ylikuormitus ja hukka – Theseus
Hukka on seurausta vaihtelusta ja ylikuormituksesta
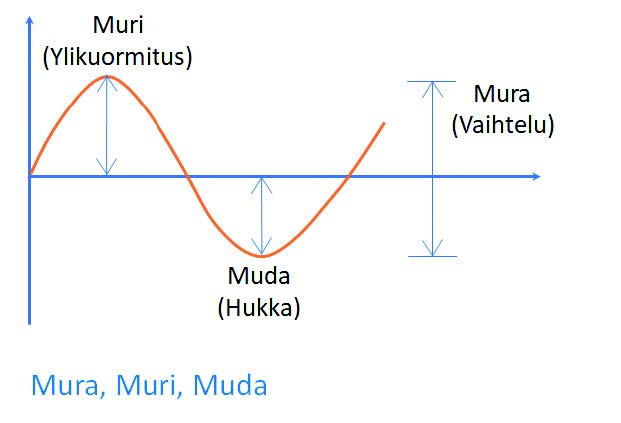
Mura, Muri ja Muda
Lean-ajattelun mukaan hukka on tuotannon kustannustekijä, joka ei synnytä arvoa asiakkaalle. Arvon luominen mahdollisimman tuottavasti on yleensä tuotannollisen toiminnan keskeinen pyrkimys, joten hukasta on syytä pyrkiä eroon.
Varastointi on yksi hukan muoto. On kuitenkin hyvä huomata, että materiaalin, puolivalmisteiden ja valmiiden tuotteiden varastoinnilla on myös tarkoitus. Varastot mahdollistavat osaltaan tuotannon sujuvuuden. Jos kaikki varastot summittaisesti poistetaan, ajaudutaan toiseen hukan muotoon eli materiaalipuutteista aiheutuvaan odotteluun.
Hukka on Lean-ajattelun mukaan oire, joka kertoo ongelmasta. Oireen poistaminen tapahtuu sen juurisyiden tunnistamisella ja juurisyihin puuttumalla. Hukan yhteydessä käytetään usein kolmea japaninkielistä termiä: Muri, Mura ja Muda. Mura tarkoittaa vaihtelua, Muri ylikuormittumista ja Muda hukkaa. Hukan juurisyy on vaihtelu eli Mura.
Kestävä ratkaisu hukan vähentämisessä on vaihtelun kielteisten vaikutusten pienentäminen eri keinoin, mikä mahdollistaa tuotantojärjestelmän tasaisen virtauksen.
Tuotantojärjestelmässä vaihtelusta luonnollisena seurauksena on ylikuormitusta. Ylikuormitus tyypillisesti jakautuu epätasaisesti eri kohtiin tuotantojärjestelmässä. Jossain on kiire ja toisesta paikasta puuttuu tekemistä. Tällöin tuotantojärjestelmä on epätasapainossa, mistä aiheutuu hukkaa.
Kiire houkuttelee tekemään työtä huolimattomasti ja virheiden määrä lisääntyy. Jos luvatut toimitukset uhkaavat viivästyä, joudutaan tuotantoa priorisoimaan. Jo aloitettuja töitä keskeytetään, jotta kiireellisemmät työt saataisiin aloitettua. Keskeytettyjen töiden materiaaleja joudutaan siirtämään takaisin varastoon.
Vaihtelun aiheuttamaa ylikuormittumista voidaan tasapainottaa käyttämällä puskurivarastoja. Varastojen avulla vaihtelun ongelma saadaan kyllä piilotettua, mutta samalla tuotannon läpimeno-aika kasvaa ja vaihto-omaisuuteen sidotun pääoman tarve lisääntyy. Tuotantovirran hidastuminen heikentää yrityksen kykyä reagoida kysynnän vaihteluun.
Ketteryyden lisääminen on ratkaisu vaihtelun aiheuttamiin ongelmiin
Ideaalisessa tilanteessa tuotantojärjestelmässä ei esiinny lainkaan vaihtelua. Käytännössä ei kuitenkaan voida ajatella, että kysyntä olisi muuttumatonta ja kaikki tavaratoimitukset tulisivat juuri sovittuna aikana. Markkinoilla esiintyy väistämättä vaihtelua. Kesävaatteita ostetaan kesäaikaan ja talvivaatteita talvella. Markkinoille tulevat uudet tuotteet vaikuttavat valmistajien markkinaosuuksiin. Yksittäinen mainoskampanja voi vaikuttaa ar-vaamattomasti koko toimialan kysyntään ja sen jakautumiseen eri valmistajien kesken. Vaihtelua syntyy tuotannossa myös silloin, kun samalla tuo-tantolinjalla valmistetaan useita erilaisia tuotevariaatioita. Premium-tuotteen valmistaminen kestää yleensä kauemmin kuin perusmallin.
Lean-ajattelun mukainen tapa hallita vaihtelua on ketteryyden lisääminen. Imuohjauksen avulla var-mistutaan siitä, etteivät varastot kasva hallitsemattomasti. Asetusaikoja lyhentämällä voidaan tuottavuuden kärsimättä valmistaa aiempaa pienempiä tuotantoeriä.
Erilaisten tuotevariaatioiden tuotantokierron rytmittäminen nopeaksi (Heijunka) varmistaa, että kaikkia tuoteversioita saadaan nopeasti toimitettua tarpeen mukaan. Solutuotantomalli tekee mahdolliseksi tuotantotiimien omatoimisen tuotannon tasapainottamisen, kun tiimit voivat itse-näisesti jakaa työtehtäviä tarpeen mukaan.
Hukan 7 lajia
Yksi keskeisimpiä asioita Lean-johtamisessa on kouluttaa koko henkilöstö tunnistamaan tuotan-tojärjestelmässä esiintyvä hukka. Hukka on seurausta tuotantojärjestelmän puutteista, joten hukan tunnistaminen on ensimmäinen askel toiminnan kehittämisessä.

Seitsemän hukan lajia on laajasti tunnettu kuvaus hukan muodoista:
1) Ylituotanto tarkoittaa, että valmistetaan enemmän kuin tuotantosuunnitelman mukaisesti tulisi valmistaa. On varsin inhimillistä ajatella, että kuluvan työjakson töiden valmistuttua on tarkoituksenmukaista ryhtyä ennakoivasti tekemään seuraavalle työjaksolle allokoituja töitä. Imuohjauksen periaate kuitenkin on, että aina tehdään vain tuotanto-ohjelman tai Kanban-järjestelmän määrittämät työt eikä pyritä helpottamaan tulevaisuutta tekemällä työtä ennakkoon. Ylituotantoa voi olla suunniteltuna myös tuotanto-ohjelmaan, jotta työntekijät saataisiin pidettyä työllistettynä. Tämä voi johtaa valmistuotevarastojen hallitsemattomaan kasvuun erityisesti kysynnän äkillisesti heikentyessä. Varastojen kasvattaminen voi olla perusteltua kysynnän kausivaihtelun tasaamiseksi, henkilöstön vuosilomajaksoon varautumiseksi tai markkinointikampanjan ennakoimiseksi.
2) Odottaminen on ilmeinen hukan merkki. Työntekijä ei syystä tai toisesta voi jatkaa työtään keskeytyksettä. Odottaminen voi johtua tilapäisestä materiaalipuutteesta tai konerikosta. Odottamista voi olla myös sisäänrakennettuna tuotannon työjaksoihin siten, että työntekijä joutuu odottamaan konejakson valmistumista tai materiaalin saapumista tuotantolinjalla. On myös mahdollista, että kone joutuu olemaan vajaakäytöllä odottaessaan työntekijän saavan oman työnsä tehtyä.
3) Siirtäminen ei lisää tuotteen arvoa. Tästä syytä tuotannon layout tulisi suunnitella siten, että materiaaleja ja tuotteita siirrettäisiin mahdollisimman lyhyitä matkoja. Siirrettävien matkojen lisäksi on syytä kiinnittää huomiota myös siirtojen lukumäärään. Lisäarvoa tuottamatonta siirtelyä on myös pakkausten purkaminen ja uudelleenpakkaaminen eri syistä. Siirtämisen vähentämiseksi työvaiheita kannattaa yhdistää siten, että samassa työpisteessä tehdään useita työvaiheita. Jos vain suinkin on mahdollista, materiaalit kannattaa tuoda tuotantolinjalla toimituspakkauksis-saan. Raaka-aineet kannattaa tilata valmiiksi tuotantoerän mukaisissa pakkauksissa.
4) Yliprosessointi tarkoittaa tuotteen viimeistelyä asiakkaan tarvetta enemmän. Yliprosessointi voi tarkoittaa myös tuotteeseen suunniteltuja ominaisuuksia, jotka ovat asiakkaalle hyödyttömiä. Myös liian hienojen ja kalliiden työkalujen käyttöä tulee välttää. Yrityksen tulee suunnitella ja valmistaa tuotteita, jotka ovat tarkalleen asiakkaan tarpeen mukaisia. Asiakas joutuu tavalla tai toisella maksamaan tuotteen ylimääräisistä ominaisuuksista ja tarpeettomasta viimeistelystä. On syytä huomata, että myös tuotteen hinta on asiakkaan näkökulmasta merkityksellinen ominaisuus. Joskus asiakas on valmis maksamaan myös korkeaa hintaa saadakseen tuotteen, jota pitää korkean hinnan arvoisena. Tällöin liioiteltu viimeistely ei ole yliprosessointia.
5) Varastointi hidastaa tuotannon virtausta, koska varastossa tuotteen arvo ei kasva. Varastointi aiheuttaa kustannuksia sitomalla yrityksen pääomaa. Varastoinnin sijaan yrityksen on tarkoituksenmukaista käyttää rajalliset resurssinsa tuotantojärjestelmän kehittämiseen tai uusien markkinoiden hankkimiseen. Varas-tossa tavaralle saattaa syntyä hävikkiä, ja pahimmillaan varastoitu materiaali menettää myös arvoaan. Suuret varastot merkitsevät heikkoa kykyä reagoida markkinoiden muu-toksiin. Varastot kätkevät tuotantojärjestel-män ongelmia.
6) Turha liike tarkoittaa työntekijän tekemiä ylimääräistä liikkumista työpäivän aikana. Työntekijä voi joutua keskeyttämään työnsä materiaalipuutteen takia ja poistua työpaikaltaan etsimään puuttuvaa materiaalia. Usein turha liikkuminen johtuu tavaran tai työkalun etsimisestä huonon järjestyksen seurauksena. Turhaa liikettä syntyy myös silloin, kun työpisteet ovat tarpeettoman kaukana toisistaan. Työvaiheiden suunnittelussa voi myös olla puutteita, jotka aiheuttavat tarpeettomia liikkeitä tai liikkumista työkohteen ympärillä.
7) Virheisiin sisältyvät vialliset tuotteet, näistä aiheutuvat reklamaatiot sekä virheiden korjaamisesta syntyvät kustannukset. Virheet voivat olla myös näennäisen merkityksettömiä. Yksittäinen puuttuva komponentti keräilyssä saattaa aiheuttaa hyvinkin suuret kustannukset, jos sen seurauksena tuotteen valmistus keskeytyy. Virheiden korjaaminen aiheuttaa vaihtelua (Muda) tuotannon virtauksessa, mikä vaikeuttaa tuotannon hallintaa.
Hukan kahdeksas laji
Joskus seitsemään hukkaan lisätään vielä yksi: työntekijän luovuuden tai osaamisen käyttämättömyys. Tällä tarkoitetaan kaikkia työntekijöiden kykyjä, parannusehdotuksia ja oppimismahdollisuuksia, jotka jäävät huomioimatta tuottaen hukkaa. Kirjoittajan näkökulman mukaan työntekijöi-den luovuuden ja osaamisen käyttäminen on koko Lean-ajattelun ytimessä. Tästä syystä hukan kahdeksas laji kuuluu eri kategoriaan kuin perinteiset seitsemän hukan lajia. Johdon tehtävä Lean-ajattelun mukaan on jalkautua työn ääreen ja keskustella työntekijöiden kanssa hukasta ja sen poistamisesta. Parhaat ratkaisuehdotukset syntyvät usein niiltä ihmisiltä, joiden työtä tuotantojärjestelmän puutteet ovat kiu-sanneet mahdollisesti vuosien ajan. Vaatimus jalkautumisesta tarkoittaa kaikkia yrityksen esimies-työtä tekeviä työnjohtajista aina pääjohtajaan asti.
Kiinnostuitko? Tule meille opiskelemaan Lean-johtamisen YAMK-tutkinto tai yksittäinen kurssi avoimen AMKn kautta
Lean-menetelmät – CampusOnline
Lue koko Lean-erikoisnumeromme: Lean johtaminen by Lean-Management – Issuu